I. Introduction
Aluminum alloy has the advantages of light weight, high strength, corrosion resistance, etc., and is widely used in manufacturing materials such as automobiles, airplanes, and ships. The laser welding technology of aluminum alloy is a new technology developed in the past 20 years. Compared with the traditional welding technology, it has great advantages in welding efficiency, reliability and precision. The difficulty in soldering aluminum alloys is that their reflectivity to lasers is extremely high, with an initial reflectance of nearly 90% for CO:laser and nearly 80% for YAG lasers. A large number of documents have reported the research or test of aluminum alloy welding with high-power CO: laser, and there are relatively few studies on aluminum alloy welding with YAG laser. Some laser processing enterprises have used YAG lasers to conduct experimental research on the welding of aluminum alloy sheets of about 1 mm. The engineers of the laser processing technology department of Wuhan Chutian Laser Industry Laser Equipment Co., Ltd. have successfully tested the welding of the aluminum alloy connecting frame of the air conditioner on the 50 WYAG solid-state laser. The strength has reached the user's requirements, but the welding surface is rough, cracks and pores exist. . In addition, by testing the lmm aluminum alloy on a 30WYAG laser several times, although the penetration depth is large, even penetration welding can be achieved, but the material strength after welding is insufficient, and the surface has obvious cracks, and there are pores inside. Some research institutes have achieved certain results by laser-MIG hybrid welding or wire-filling method for aluminum alloy laser welding, but the processing technology is relatively complicated. In this paper, the laser welding technology of aluminum alloy is studied. The possibility of multi-beam YAG laser to solve the defects of aluminum alloy welding is analyzed. The optical path construction method of multi-beam YAG laser welding machine is proposed.
Second, aluminum alloy laser welding technology difficulties and solutions
1. High surface reflection of aluminum alloy on laser beam
Laser welding, the first problem that is difficult to solve at the same time is the strong reflection of the surface on the laser, which can be solved by pre-treating the surface of the aluminum alloy, such as electrolytic polishing, sand blasting or anodizing. . However, when the surface treatment is carried out, the complexity of the processing is increased or even the surface is damaged, especially in the case where the material itself has been polished, the method is more undesirable.
In order not to damage the surface state of the welded part, and at the same time simplify the laser welding process, the method of preheating and heating the welding material may be used to increase the absorption rate of the material by the laser. Both theory and research have shown that for infrared lasers, the metal absorption rate and temperature dependence can be described by the following simple expression:
A(T)=A0+r(T_T0)
In the formula, A0 is the absorption rate of the metal at the temperature TO, r is the temperature coefficient of the absorption rate, and T is the temperature. Fig. 1 is a conceptual diagram of temperature rise when a metal material is irradiated with a laser. In Fig. 1, A is a CO2 laser, and B is a temperature rise and a phase change state of a material when a metal is irradiated with a YAG laser.
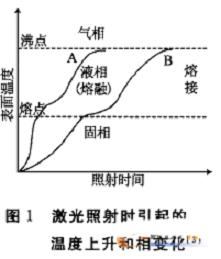
If a YAG laser is used for preheating to increase the temperature of the aluminum alloy, the absorption rate of the subsequent laser main welding optical path can be improved, and the possibility of low-power laser welding of the aluminum alloy sheet can be realized.
2, aluminum alloy laser welding has high sensitivity
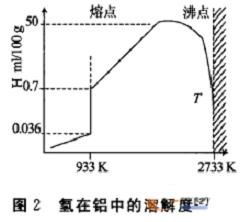
Aluminum alloy laser welding pores are common defects in aluminum alloy welding. There are 2 types of pores, hydrogen holes and pores due to the collapse of the keyhole. The moisture in the air and protective gas and the moisture adsorbed in the oxide film are the main causes of the weld porosity. When the laser is heated, the crystal water and the combined water on the surface of the aluminum alloy will be gradually decomposed. The decomposed water and the moisture in the air can be directly decomposed to generate hydrogen in the high temperature region where the laser acts, and the hydrogen is highly soluble in the molten pool at a high temperature, and can absorb a large amount of hydrogen. As shown in Fig. 2, since the thermal conductivity of the aluminum alloy is very good, the solubility of hydrogen decreases rapidly during rapid cooling, and a large amount of hydrogen does not come out to form pores. In keyhole mode welding, if the keyhole is unstable, molten metal vapor and gas will remain at the root of the weld to form pores.
To solve the problem of stomatal sensitivity of aluminum alloy laser welding, multi-beam welding can be used to reduce the speed of material temperature reduction and increase the keyhole size to reduce the generation of the above two kinds of pores. The follow-up beam after the main beam is soldered slows down the temperature decrease rate of the material, and at the same time, by adjusting the spatial distance from the main beam to prevent the keyhole from collapsing, the metal vapor such as magnesium and zinc in the aluminum alloy remains in the weld to form pores.
Next page
Application
· Mesh weaving.
· Tying wire in architectural site.
· Making handicrafts.
· Material of mesh and fence.
· Packing life products.
Hot-Dip Galvanized Wire,Hot Dipped Galvanized Iron Wire,Hot Dip Galvanized Steel Wire,Hot Dip Gi Wire
Shenzhou City Hongda Hardware Products Co.,Ltd , https://www.galvanziedwire.com