The plastic filter net is to reinforce the filter media and improve filter surface.
Diamond Mesh filter net is used in water treatment systerm to feed pacer in reverse-osmosis (RO) and ultra filtration (UF). It provide channels with direct liquid flow. The combined filter net is support and pleat with filte media to enhance the filter surface and improve filter efficiency.
Plastic Filter Net,Filter Mesh Net,Waterproof Plastic Filter Net,Plastic Water Filter Net Hebei TongChan Imp.&Exp.Co., Ltd. , https://www.tongchanmesh.com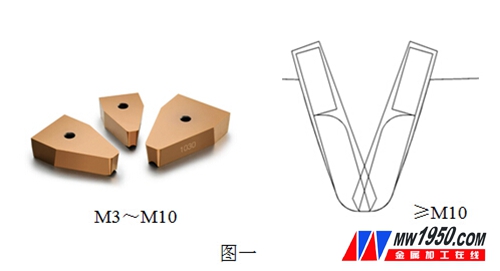
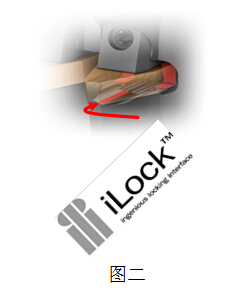

Figure 3 is the effective number of teeth on the left side of the left side. 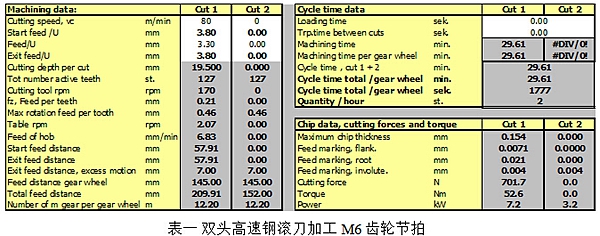


When a project is established in the early stage, there are many links to be evaluated. The estimated amount of equipment for completing the annual production capacity is the largest investment cost, and how to calculate the required quantity of equipment is the key to the success or failure of the whole project; as the order increases, The original capacity has become a bottleneck, and investing in new equipment is the choice of most manufacturers, but the delivery of new equipment and expensive equipment investment is also a great obstacle. In fact, the above problems can be easily solved by improving the utilization rate of equipment.
The original hobbing technology has reached its peak after decades of development. Even with the use of coating technology or powder metallurgy technology, its development still lags behind other indexable tools, such as face milling, high speed drilling, etc. Said to deal with difficult materials. Most hobs still require coolant or oil, and the cost of subsequent processing will increase.
The cutting principle of the indexable hob is exactly the same as that of the ordinary high-speed steel hob, which means that each cutting tooth of the high-speed steel is changed into a replaceable blade, so that no grinding or recoating is required. The indexable hob can greatly increase the processing line speed by using the blade coating technology. The increase of the line speed in the hobbing process is directly proportional to the processing efficiency, which directly shortens the processing time of a single piece.
For different moduli, the size of the normal gullets is also very different. Through the cost analysis of the indexable inserts, we know that the modulus 10 is a cost-effective demarcation point, that is, the modulus of 3 to 10, we choose the whole blade type into a hob tooth type, and for the 10 mode and above, the left and right sides are used. The blade is connected to a hob tooth type. (See Figure 1)
There are many indicators for gear detection, and its accuracy is also affected by many factors. It is essential to ensure that the manufacturing and installation accuracy of the hob itself is essential for machining high-precision gears. Since the overall hob is one-time installation and sharpening, the various indexes are easy to achieve, and the indexable hob should consider the accuracy of the cutter body, the accuracy of the insert and the assembly precision, and the interchangeability between the blades. . To achieve these needs is built on modern processing technology.
For the die with a modulus of 10 and below, the integral cutter body is used, and it is formed on the CNC machine once. The same detection ring is also used for processing, testing and use, and the precision can be controlled within 0.01mm. The positioning of the blade is not based on the traditional screw, but is achieved by the V-shaped guide on the underside of the blade and the back of the blade by iLock technology, and clamped by the wedge (see Figure 2).
This kind of structure can also realize the quick replacement of the blade. It is only necessary to twist the wedge screw 2 times to disassemble and install the blade. The blade is finely grounded all the week, and the error after reinstallation can be controlled within 0.01mm.
Since the Coromill 176 inserts have cutting edges on both sides, the CoroMill 176 can be used more than the left and right lap blades used in conventional indexable hobs to form a cogging. High workbench feeds. At the same time, a better profile involute can be obtained. (See Figure 3)
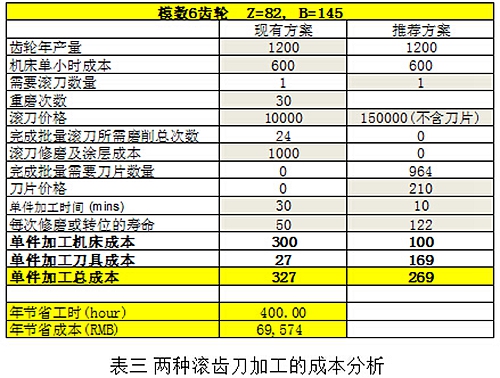
Below we use the customer's actual case to analyze the processing cost of a single gear. Generally speaking, most of the cost is composed of the cost of a single piece of material + the cost of a single piece of machine tool + the cost of a single piece of machine tool, and the material cost is relatively fixed, so we only compare the latter two costs.
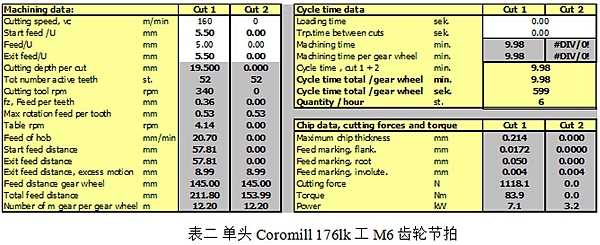
Table 1 shows the production cycle of the mold 6 gears processed by the customer using a double hob, 30 minutes. Table 2 shows the production cycle of the single-head indexable hob for the customer, one for 10 minutes.
Then we can calculate the composition of the annual cost through Table 3. Although the cost of a single-piece tool increases a lot, the cost of a single-piece machine tool drops even more. Combined, the cost per piece is reduced by 17%, which does not take into account the savings from coolant.
Increase productivity by increasing the efficiency of a single machine. In the initial stage of project investment, the amount of machine tool investment can be reduced. When the hobbing production becomes a bottleneck, there is no need to wait for the new machine tool to be in place.